Integriertes Energie- und Instandhaltungsmanagement im Kontext Industrie 4.0 - Verbesserte Energieeffizienz und Instandhaltung durch Smart Devices und energieautarke kabellose Sensoren
In heutigen komplexen Produktionssystemen sind die systematische Identifikation und realitätsnahe Bewertung von Verbesserungspotenzialen schwierig umzusetzen. Die fortschreitende Entwicklung in der Digitalisierung und die Vernetzung der Produktion bieten in solchen hochkomplexen Umgebungen aber immer bessere Möglichkeiten, Prozesse detailliert zu analysieren und Informationen zum Energie- und Instandhaltungsbedarf von Produktionsmaschinen zu sammeln. Energieautarke Sensortechnik, mobile Kommunikation und Mensch-Technik-Interaktion nehmen in diesem Kontext eine wichtige Rolle ein. Mobile Smart Devices wie Tablet-Computer und Smartphones verfügen heutzutage über ein breites Spektrum an Funktionalitäten und bieten sich daher als ergonomische Schnittstelle zwischen Mensch und Maschine an. Produktionsprozesse können durch die Bereitstellung von nutzerspezifisch aufbereiteten Maschinendaten zukünftig wirtschaftlich und ökologisch effizienter gestaltet werden.
Industrie 4.0 als aktueller Veränderungstreiber in der industriellen Produktion steht u. a. für die durchgängige Vernetzung von Komponenten auf der Produktionsseite und den sich im Produktionsumfeld bewegenden Fachkräften sowie die gleichzeitige Einbindung von intelligenten Monitoringund Entscheidungsprozessen in Unternehmen und kompletten Wertschöpfungsketten [1]. Der Einsatz von am Consumer-Markt erhältlichen Systemen wie Tablet-PCs oder Smartphones auch in industriellen Produktionsumgebungen ist immer häufiger eine Option. Der Markt im Bereich Consumer-Elektronik ist hochdynamisch und einer ständigen Weiterentwicklung unterworfen. Mobile Endgeräte verfügen heutzutage über eine ausreichende Rechenleistung, um auch komplexe Berechnungen durchzuführen und Sachverhalte zielgruppengerecht und kontextbezogen visuell aufzuarbeiten [2]. So können zum Beispiel erhältliche „Smart Devices“ genutzt werden, um nicht direkt sichtbare Phänomene, wie zum Beispiel der aktuelle Energiebedarf einer Fertigungsanlage, in Form von aussagekräftigen Kennzahlen an Fachkräfte im Feld zu kommunizieren. Entsprechende Kennzahlen bilden die Voraussetzung, um den Bedarf von Energie und Ressourcen in der Produktion minimieren zu können [3] und leisten einen signifikanten Beitrag zur Steigerung der Wirtschaftlichkeit. Auch Anlagenverfügbarkeiten können durch die systematische Kommunikation von statistischen Erhebungen beträchtlich gesteigert werden.
Bild 1 zeigt das Gesamtkonzept für den vorgeschlagenen Ansatz. Um eine nachhaltige Verbesserung von Produktionsanlagen oder ganzen Produktionsstandorten zu erreichen, müssen Prozessdaten erfasst, analysiert und anschließend grafisch aufbereitet dem Nutzer zur Verfügung gestellt werden. Der Fokus liegt dabei auf der nutzerspezifischen Darstellung aller notwendigen Informationen, um innerbetriebliche Entscheidungsprozesse zu vereinfachen.
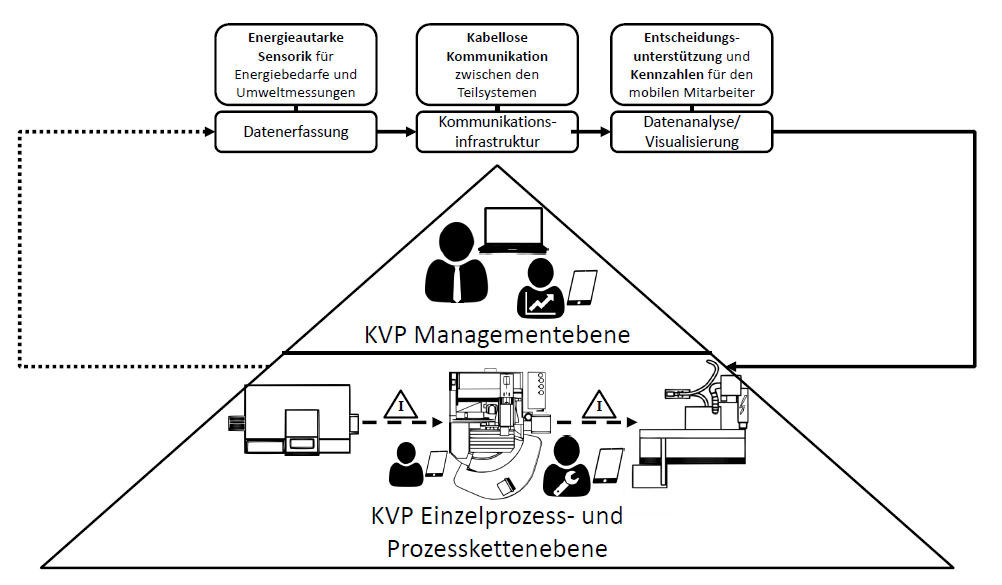
Bild 1: Gesamtkonzept integriertes Energie- und Instandhaltungsmanagement.
Um eine kontinuierliche und flächendeckende Erfassung von Prozess-, Energie- und Umgebungsdaten zu gewährleisten, müssen an Produktionsanlagen Sensoren verbaut werden. Deren durchgängige Vernetzung und Installation innerhalb von bestehenden Produktionsumgebungen birgt allerdings in der praktischen Umsetzung Schwierigkeiten. Meist sind Produktionsumgebungen sowie fi rmeninterne IT-Infrastrukturen historisch gewachsen und bieten keine klare topologische Struktur zur einfachen Verkabelung. Energieautarke kabellose Sensoren bieten in diesem Zusammenhang die Möglichkeit, sich problemlos in bestehende Fertigungsumgebungen integrieren zu lassen. Die vorzunehmende Veränderung an der Maschine ist somit minimal. Die Sensoren können funkbasiert mit einer zentralen Datenschnittstelle (Gateway) kommunizieren. Dabei werden Funkfrequenzen genutzt, die bestehende kabellose Produktionsnetzwerke nicht stören [4].
Vor der Datenanalyse muss eine Aufbereitung der Rohdaten sichergestellt werden. Die Aufbereitung der Daten umfasst die Defi nition und Umwandlung gemessener Zustandsgrößen, die semantische Analyse von Maschinensteuerungsdaten und deren zeitliche Synchronisation mit den eingehenden Messwerten. Die aufbereiteten Daten werden anschließend zu aussagekräftigen Kennzahlen konsolidiert und für Analysezwecke genutzt. Grundlegende Berechnungsvorgänge erfolgen in einem hierfür dedizierten Server (Backend). Die berechneten Kennzahlen werden situativ und individuell für den spezifi schen Benutzer und seinen Handlungsspielraum angepasst dargestellt. Die angebotenen Informationen dienen dabei als Entscheidungsunterstützung, sowohl für die Verbesserung einzelner Anlagen auf Shopfl oorebene wie auch für die Evaluierung und Verbesserung von Produktlinien und ganzen Werken. Gemäß Bild 1 kann beispielsweise der Maschinenbediener die für ihn relevanten Informationen zu einer einzelnen Maschine oder der Instandhalter die für ihn relevanten Informationen zu einer gesamten Produktionslinie auf Shopfl oorebene abrufen. Auf Managementebene kann ein kontinuierlicher Verbesserungsprozess (KVP) für das Gesamtwerk verfolgt und bewertet werden.
Das Gesamtsystem wurde an der Technischen Universität Braunschweig im Institut für Werkzeugmaschinen und Fertigungstechnik prototypisch implementiert und getestet, bevor eine Implementierung im Motorenwerk Mannheim der Daimler AG stattfand.
Datenerfassung mit energieautarken kabellosen Sensorknoten
Die Datenerfassung auf Feldebene erfolgt über drei verschiedene neu entwickelte Sensorsysteme. Die Sensoren arbeiten energieautark und nutzen zur kabellosen Datenübertragung das 2,4 GHz ISM-Band (Industrial, Scientifi c and Medical Band). Die Implementierung der Sensoren in eine bestehende Fertigung kann ohne Verkabelung erfolgen, allerdings sollte – auch abhängig von den spezifi schen Rahmenbedingungen des Anwendungsfalls – eine Entfernung von typischerweise zehn Metern nicht überschritten werden. Im Fokus stand, da elektrischer Strom [5] und Druckluft [6] einer der wichtigsten Medien zur Produktion in der Automobilindustrie sind, die Entwicklung von energieautarken kabellosen Sensorknoten für die Messung von Strombedarfen und Druckluftbedarfen. Außerdem wurden Umgebungssensoren entwickelt, die bezüglich des Strombedarfs optimiert wurden und die gesammelten Daten ebenfalls zum Gateway kabellos übertragen. Bild 2 zeigt die drei entwickelten Sensoren.
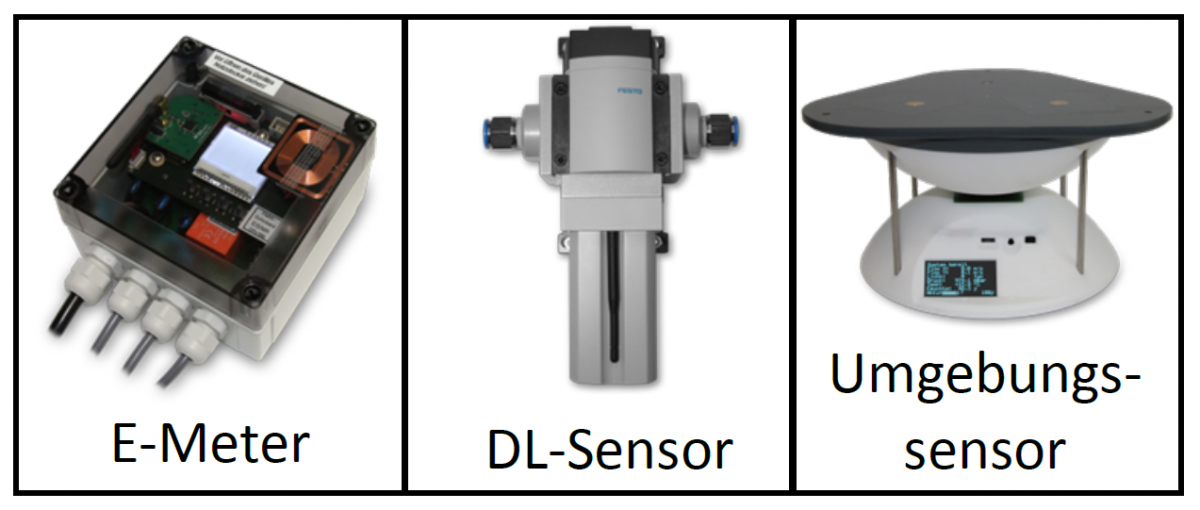
Bild 2: Im Projekt entwickelte und eingesetzte energieautarke kabellose Sensorik.
E-Meter, Umgebungssensor (Hahn-Schickard-Gesellschaft), DL-Sensor (FESTO AG).
E-Meter
Die im Projekt entwickelten Sensoren für elektrischen Strom verfügen über die Möglichkeit, bis zu drei Phasen einer Produktionsmaschine zu erfassen. Dazu sind keine Anpassungen an der Maschine erforderlich. Der Strombedarf jeder Phase wird mit im Handel erhältlichen Stromwandlern gemessen. Der im Stromwandler erzeugte Sekundärstrom wird dann durch den Sensor ausgewertet. Die Auswertung der Stromstärke und der Spannung erfolgt durch einen internen A/D-Wandler. Durch Anpassung des Stromwandlers kann die Sensitivität des Sensors eingestellt werden. Dies macht es möglich, dass Produktionsmaschinen mit verschiedensten Nominalleistungen messtechnisch erfasst werden können. Über den Abgriff der Phasenspannung können Phasenwinkel und aktuelle Leistungen berechnet werden. Der Sensor verfügt über die Möglichkeit der Kommunikation im 2,4 GHz ISM-Band mit dem Gateway und über eine NFC Schnittstelle (z. B. zur direkten Kommunikation mit Smart Devices). Die Stromversorgung erfolgt über einen internen Akkumulator. Dieser hat eine Kapazität von 3600 Wh und kann im Falle einer Trennung von der Spannungsabnahme 24h ohne externe Energiequelle aktiv Messdaten an das Gateway senden. Der Akkumulator wird über die Spannungsabnahme der Messstelle mit Energie versorgt [7].
Druckluft-Sensor
Der Sensor für Druckluft kann die benötigte Druckluftleistung für verschiedene Durchfl üsse direkt an einer Maschine messtechnisch erfassen. Somit können verschiedene Druckluftbedarfe maschinenabhängig dargestellt werden. Der Sensor misst den aktuellen Systemdruck neben dem Druckluftdurchfl uss. Die entwickelten Sensoren unterstützen Volumenströme von 2-5000 Standardlitern pro Minute. Wie der Sensor für elektrischen Strom verfügt der Druckluftsensor über die Möglichkeit, über das 2,4 GHz ISM-Band mit dem Gateway zu kommunizieren oder die Daten per NFC direkt an ein mobiles Endgerät zu übertragen. Der Sensor verfügt über einen internen Akkumulator mit 3,7 V Nennspannung und einer Kapazität von 270 mAh. Der Akkumulator wird durch eine interne Turbinengeneratoreinheit (TGE), die ihre Energie aus der Druckluft bezieht, versorgt. Die TGE wird in einem Druckluft-Bypass betrieben. Im Falle eines Ausfalls der TGE oder beim Abschalten der Druckluftversorgung kann der Druckluft-Sensor zehn Stunden autonom betrieben werden und weiterhin aktiv Daten an das Gateway übertragen [7].
Umgebungssensor
Die Umgebungssensoren wurden sowohl für den stationären Betrieb wie auch für den autarken Betrieb konzeptioniert. Die geringe Stromaufnahme sichert eine Autarkiezeit von 12 Stunden. Der interne Akkumulator kann dann über eine Mikro-USB Schnittstelle wieder aufgeladen werden. Für den stationären Betrieb wird der Sensor dauerhaft durch Strom aus dem Netz versorgt. Über die Sensoren kann der aktuelle zweidimensionale Luftfluss in m/s, die Beleuchtungsstärke in Lux, der Druck in mbar, die Temperatur in °C, die relative Feuchte in % und der CO2 Anteil der Luft in ppm gemessen werden. Die physikalischen Messwerte, die nur einer geringen zeitlichen Änderung unterworfen sind, werden intern mit geringer Frequenz erfasst. Hingegen werden Messwerte, die schnelleren zeitlichen Änderungen unterworfen sind (z. B. Luftströmung), intern hochfrequenter erfasst und gebündelt an das Gateway übertragen [7].
Die Sensoren können maschinenbasiert zugeordnet oder in einer interaktiven Standortkarte der Produktionsumgebung eingetragen werden. Somit wird eine exakte Ortszuordnung von Sensoren in einer Produktionshalle ermöglicht, um z. B. Umweltmesswerte einem bestimmten Hallenbereich zuordnen zu können. Bei der maschinenbasierten Positionierung können ein oder mehrere Sensoren einer Produktionsanlage zugeordnet werden. Alternativ kann eine Zuordnung von einem oder mehreren Sensoren zu Ordnungsstrukturen, z. B. einer Produktionslinie, erfolgen.
Informations- und Kommunikationsstruktur
Die Gesamtkommunikationsinfrastruktur wurde prototypisch im Institut für Werkzeugmaschinen und Fertigungstechnik der Technischen Universität Braunschweig implementiert. Somit konnten alle Komponenten in einer produktionsnahen Testumgebung vor der industriellen Einbettung intensiv geprüft werden. Bild 3 zeigt die entwickelte Infrastruktur im Versuchsfeld des IWF.
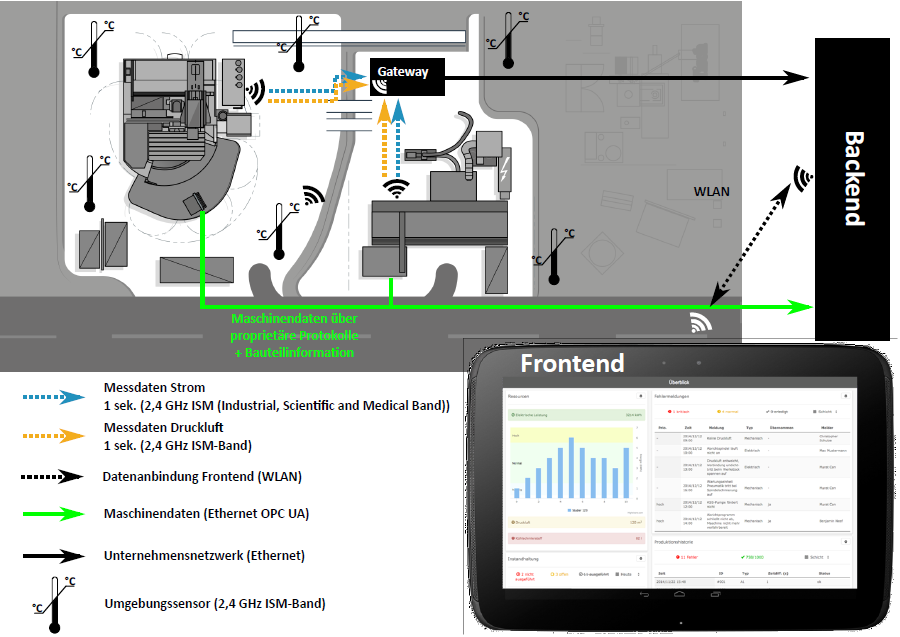
Bild 3: Informations- und Kommunikationsstruktur des Demonstrationsaufbaus am
Institut für Werkzeugmaschinen und Fertigungstechnik an der Technischen Universität Braunschweig.
Die Kommunikation im Feld erfolgt zwischen den Sensoren und dem Gateway funkbasiert. Die maximale Entfernung beträgt, abhängig von der Ausrichtung, der Anordnung und der Hindernisse im Raum zwischen Sensor und Gateway, ca. 10 m. Die Datenübertragung erfolgt über das 2,4 GHz ISM-Band. Dabei wechselt die Übertragungsfrequenz stetig, um eine Störung von anderen Funknetzwerken zu verhindern [4]. Das Gateway schickt die Felddaten anschließend kabelgebunden (Ethernet) via UDP/IP an das Backend. Die im Backend aufbereiteten Daten können anschließend grafi sch für den mobilen Nutzer über das Frontend angezeigt werden.
Datenanalyse und Entscheidungsunterstützung für ein integriertes Energie- und Instandhaltungsmanagement
Die im Rahmen des Forschungsprojekts entwickelte Hardware wurde ergänzt durch einen innovativen Ansatz zur Entscheidungsunterstützung im innerbetrieblichen Instandhaltungs- und Energiemanagement. Hierzu wurde eine plattformunabhängige Software entwickelt, die für verschiedene Zielgruppen (z. B. Instandhaltung, Maschinenbedienung) praxisrelevante Informationen mobil kommuniziert.
Wie zuvor beschrieben, benötigen Produktionsmaschinen für den Betrieb verschiedene Energieträger und Hilfsstoffe. Der Bedarf und die Art der zuzuführenden Medien variieren stark über den Zeitverlauf und – bei diskreter Bauteilproduktion – in Abhängigkeit von den verschiedenen Maschinenzuständen des Produktionsprozesses. Da der Energie- und Medienbedarf auch in nicht-produktiven Phasen einen Großteil der Leistung einer Produktionsmaschine ausmachen kann [8], ist die getrennte Betrachtung von nicht produktiver Zeit und produktiver Zeit sinnvoll. Diese Unterscheidung führt bei diskreten Produktionsprozessen mit identischen Produkten zu reproduzierbaren Verbrauchswerten pro Bauteil, die dazu genutzt werden können, den Prozess in Bezug auf nicht gewünschte Veränderungen bewertbar zu machen.
Vor dem skizzierten technologischen Hintergrund ist es notwendig, Prozessdaten aus der Maschinensteuerung oder des Manufacturing Execution System (MES) mit den gemessenen aufbereiteten Energiedaten zu verknüpfen. Dazu werden Daten der Maschinensteuerung zunächst semantisch analysiert und dann mit den Messdaten zeitlich synchronisiert. Die aufbereiteten Daten können dann dazu genutzt werden, zugeschnittene, bauteilbezogene Kennzahlen wie den Energiebedarf pro gefertigten Bauteil zu bilden.
Zur Etablierung des kontinuierlichen Verbesserungsprozesses (KVP) in der Produktion gemäß Bild 1 ist die Einführung eines geeigneten Werkzeugs zum Monitoring von Kennzahlen und zur Entscheidungsunterstützung notwendig. Im Kontext der Implementierung von Verbesserungsmaßnahmen ist u. a. die Bewertung der tatsächlichen Wirksamkeit („vorher- nachher Vergleich“) aber auch der Wechselwirkungen mit vor- oder nachgelagerten Prozessen unerlässlich. Auch die Möglichkeit der individuellen Betrachtung spezifischer Energieträger und deren Bezug auf definierte Prozesszustände sind für die zielorientierte Bewertung von durchgeführten Verbesserungsmaßnahmen sinnvoll. Neben Verbesserungsmaßnahmen, die die Produktionsprozesse direkt betreffen, ist auch die Verbesserung von Instandhaltungsprozessen notwendig, um z. B. Fertigungskosten einzusparen. Insbesondere mit der voranschreitenden Digitalisierung der Produktionsprozesse bieten sich neue Möglichkeiten an, eine kostenoptimierte und vorausschauende Instandhaltung in Betrieben zu etablieren. Mit komplexer werdenden Produktionssystemen wird auch der Anspruch an die Wartungsvorgänge steigen [9]. Um Wartungsvorgänge optimal planen zu können, sind aktuelle Informationen über den Wartungszustand einer Maschine notwendig. Um den Verschleißzustand bzw. dessen Änderung über die Zeit kontinuierlich zu ermitteln, können die zuvor beschriebenen reproduzierbaren Energiebedarfswerte pro diskret produzierten Bauteil genutzt werden. Unter der Annahme, dass der Bedarf an verschiedenen Medien pro Bauteil mit einer Normalverteilung gemäß N(μ,σ) mit μ als Median und σ als Standardabweichung dargestellt werden kann, können Abweichungen der Normalverteilung ermittelt werden. Über die Änderung des Energieverbrauchs pro Teil bzw. entsprechenden Abweichungen von der Normalverteilung kann die Abnutzung und somit eine Aussage zum Wartungsbedarf einer Anlage abgeleitet werden [10, 11]. Die an den Maschinen positionierten Sensoren schaffen die notwendige Voraussetzung, um Verbesserungen im Maschinenkontext zu realisieren. Für Verbesserungen bezüglich der technischen Gebäudeausrüstung oder der klimatischen Situation in der Produktion kommen die Umgebungssensoren zum Einsatz. Die Schaffung definierter Produktionsbedingungen durch Systeme der technischen Gebäudeausrüstung benötigen etwa 35-40 % des Gesamtenergieverbrauchs in Industriebetrieben [12]. Durch die Positionierung von Sensoren im Raum kann das geschaffene Klima gemessen und bewertet werden. Die Möglichkeit, Sensoren virtuell in einer grafischen Übersicht der Produktionsstätte zu positionieren und somit alle relevanten Werte bezüglich des klimatischen Zustands zu erhalten, bietet dem Management und der Instandhaltung eine gute Voraussetzung, Energiebedarfe entsprechender Anlagen zu verringern und die Behaglichkeit für das Betriebspersonal zu steigern.
Zusammenfassung und Ausblick
Integriertes Energie- und Instandhaltungsmanagement im Kontext Industrie 4.0 ist ein wichtiges Mittel, um Produktionsprozesse zukünftig effizienter zu gestalten. Der vorgestellte Ansatz zeigt, dass durch die Nutzung von mobilen Systemen zur Entscheidungsunterstützung auf Shopfloor- und auf Managementebene ein realer Mehrwert für bestehende Produktionsumgebungen geschaffen werden kann. Durch die Nutzung von kabellosen und energieautarken Sensoren, verbunden mit einer für alle Sensoren standardisierten Kommunikationsplattform, können wesentliche bisherige Barrieren adressiert werden. Da die entwickelten Sensoren die gängigen produktionsrelevanten Energieträger (elektrischen Strom und Druckluft) abdecken und für einen großen Messbereich ausgelegt sind, können diese universell für den Großteil gängiger Produktionsmaschinen eingesetzt werden. Eine an die Zielgruppen angepasste Aufbereitung der Daten bietet eine wichtige Grundlage für die zielgerichtete Verbesserung der Produktion auf unterschiedlichen Handlungsebenen.
Zur Verbesserung der Anwendbarkeit des vorgeschlagenen Systems wäre die Verwendung einer universellen Schnittstelle beispielsweise durch den Standard OPC UA [13] an bestehende produktionsinterne Kommunikationsnetzwerke ein sinnvoller nächster Schritt.
Dieser Beitrag entstand im Rahmen des Projekts ESIMA „Energieautarke Sensorik und Interaktion mit mobilen Anwendern“, das vom Bundesministerium für Bildung und Forschung unter dem Förderkennzeichen 16SV6036 bis 16SV6043 gefördert wurde.
Schlüsselwörter:
Energie- und Instandhaltungsmanagement, Entscheidungsunterstützung, Messtechnik, MobilLiteratur:
[1] Bundesministerium für Bildung und Forschung: Zukunftsprojekt Industrie 4.0. URL: https://www.bmbf.de/ de/zukunftsprojekt-industrie- 4-0-848.html, Abrufdatum 03.10.2016.
[2] com! professional: Technik- Fortschritt: PCs, Smartphones & Co. im Leistungsvergleich. URL: http:// www.com-magazin.de/ bilderstrecke/pcs-smartphones- co.-im-leistungsvergleich- 944682.html, Abrufdatum 03.10.2016.
[3] DIN – Deutsches Institut für Normung: Energiemanagementsysteme – Anforderungen mit Anleitung zur Anwendung. Vorgaben für ein systematisches Energiemanagement. 2011.
[4] Cammin, C.; Schulze, C.; Krush, D.; Heynicke, R.; Scholl, G.; Thiede, S.; Herrmann, C.: Coexisting Wireless Sensor Networks in Cyber-Physical Production Systems. In: 21st IEEE International Conference on Emerging Technologies and Factory Automation. 2016.
[5] Zein, A.: Transition Towards Energy Efficient Machine Tools, 1. Auflage. Berlin Heidelberg 2012.
[6] Ruppelt, E.: Druckluft-Handbuch, 4. Auflage. Essen 2003.
[7] ESIMA: Ergebnisse. Datenerfassung. URL: http://www. esima-projekt.de/home/03_ erge_01_erfa.htm, Abrufdatum 03.10.2016.
[8] Thiede, S.: Energy Efficiency in Manufacturing Systems. Berlin Heidelberg 2012.
[9] Informationsdienst Wissenschaft: Industrie 4.0: Smart Maintenance wird der Jobmotor der Zukunft sein. URL: https://idw-online.de/de/ news640373, Abrufdatum 03.10.2016.
[10] Kara, S. u. a.: Determining the Reuse Potential of Components Based on Life Cycle Data. In: CIRP Annals - Manufacturing Technology 54 (2005) 1, S. 1-4.
[11] Anwar, K. S. u. a.: Use of electrical power for online monitoring of tool condition. In: Journal of Materials Processing Technology 166 (2005), S. 364-371.
[12] Herrmann, C.: Ganzheitliches Life Cycle Management: Nachhaltigkeit und Lebenszyklusorientierung in Unternehmen, 1. Auflage. Berlin Heidelberg 2010.
[13] OPC FOUNDATION: Unified Architecture. URL: https:// opcfoundation.org/about/ opc-technologies/opc-ua/, Abrufdatum 03.10.2016.