Digitale Produktoptimierung zur Nutzung der additiven Fertigung
Die additive Fertigung, d. h. der Druck von dreidimensionalen Werkstücken aus unterschiedlichen Materialien, bietet die Möglichkeit schnell funktionsfähige Prototypen herzustellen. Einen wichtigen Baustein zur schnellen Umsetzung funktionaler Produktideen bietet die digitale Optimierung. Basierend auf digitalen Modellen wird das Produkt virtuell optimiert und immer weiter verbessert. Ist das Produkt digital hinsichtlich seiner Eigenschaften optimiert, erfolgt eine Überprüfung und ggf. einer Anpassung hinsichtlich der additiven Fertigung. Im Anschluss wird das Produkt gefertigt, nachbearbeitet und abschließend getestet. Der Beitrag zeigt die Optimierungsmöglichkeiten am Beispiel eines Dispensers aus der Lebensmittelindustrie. Ein bestehendes Bauteil wird digitalisiert, an dem digitalen Modell eine Strömungsoptimierung durchgeführt und das verbesserte Produkt additiv gefertigt.
Im aktuellen Trend der Industrie 4.0 kommt der additiven Fertigung eine tragende Rolle zu [1]. Die additive Fertigung, auch als generative Fertigung oder 3D-Druck bekannt, wird mittlerweile in vielen Industriezweigen eingesetzt. Die Technik bietet die Möglichkeit innerhalb kurzer Zeit funktionsfähige Prototypen herzustellen. Zu den am verbreitetsten Verfahren zählen unter anderem das Aufschmelzen von Metallpulver, dem selektiven Laserschmelzen (SLM), die Schmelzschichtung beim Fused Filament Fabrication (FFF) oder das aushärten von Photopolymeren bei der Stereolithographie (SLA). Die Verfahren unterscheiden sich insbesondere in der Art der verwendeten Materialien (Metalle, Kunststoffe, Harze oder Keramiken).
Die additive Fertigung ist ein stark wachsender Markt und wird in der Industriestrategie 2030 der Bundesrepublik Deutschland in der Liste der hochinnovativen Industriebranchen geführt [2]. In den letzten Jahren entstand eine Vielzahl innovativer additiver Fertigungsprozesse mit verschiedenen Materialien die in vielen Bereichen Anwendung finden. In der Medizintechnik wird die additive Fertigung beispielsweise zur Herstellung von individuellen anatomischen Modellen, Implantaten und Prothesen [3], in der Biotechnologie zur Fertigung von Bioreaktoren oder Füllkörpern [4] oder im Maschinenbau für die Produktion leichter Bauteile [5, 6] eingesetzt.
Allen Prozessen gemeinsam ist, dass das Endprodukt während der Herstellung schichtweise aufgebaut wird. Einer Umfrage zufolge sehen Unternehmen durch die additive Fertigung Vorteile insbesondere bei der Herstellung komplexer Geometrien (69 %), schnellen Iterationsschritten bei der Produktverbesserung (52 %), der kundenindividuellen Fertigung (41 %) oder der Gewichtsreduzierung (20 %) [7].
Die Produkte können z. B. besonders leicht sein, indem nur in den Bereichen Material eingesetzt wird, an denen es für die Bauteilfestigkeit erforderlich ist. Durch das geringere Gewicht können z. B. Maschinen sich schneller bewegen wodurch eine Erhöhung der Taktzeit erreicht werden kann. Ebenfalls können durch das geringere Gewicht, Kräfte minimiert werden was eine geringere Belastung zur Folge hat und somit zu weniger Verschleiß und längeren Wartungsintervallen führen kann. Die Entwicklung und Konstruktion solcher Leichtbauteile erfolgt meist durch eine Simulation an einem digitalen Modell, wobei zur Produktoptimierung bei komplexeren Geometrien ein Volumenmodell erforderlich ist. Die vierphasige Prozesskette der Produktoptimierung mit einem digitalen Model ist in Bild 1 dargestellt.
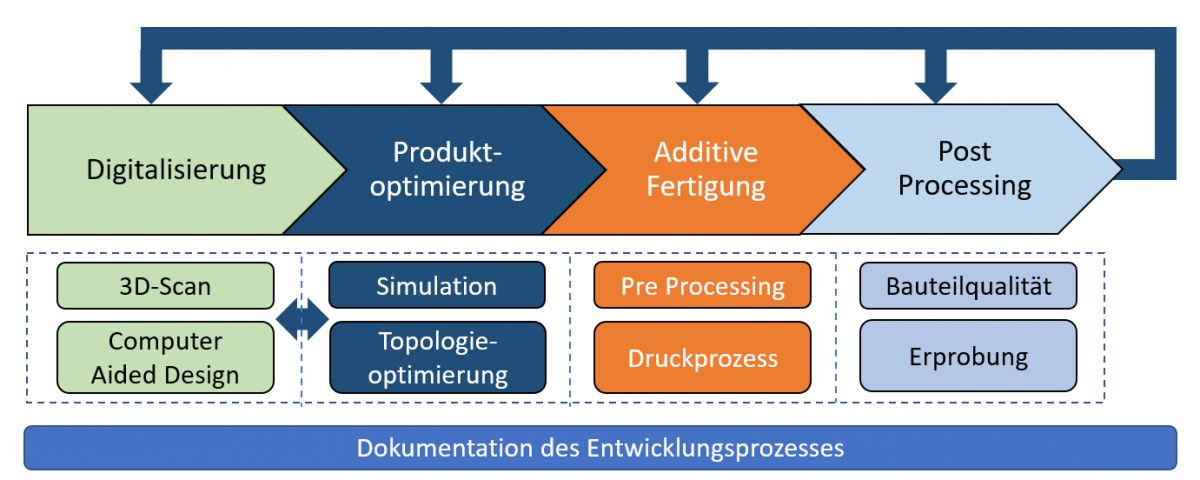
Bild 1: Prozesskette der bauteiloptimierten, additiven Fertigung.
Zu Prozessbeginn wird ein 3D-Modell erzeugt. An diesem können Produktverbesserungen durch verschiedene Simulationen (z.B. Festigkeits- oder Strömungsuntersuchungen) durchgeführt werden. Die in den Simulationen getroffenen Annahmen sind mit realen Messwerten abzugleichen. Sind Daten zu verwendeten Werkstoffen oder Medien validiert kann das Modell eingesetzt werden um Produkteigenschaften vorhergesagt werden. Handelt es sich bei dem zu fertigenden Produkt um ein neues Bauteil, wird nach Klären der Anforderungen ein CAD-Modell erstellt und die weitere Produktoptimierung erfolgt damit. Setzt die Bauteiloptimierung aber auf einem bestehenden Produkt auf und sind dessen CAD-Daten nicht verfügbar, müssen die Bauteile digitalisiert werden. Reicht die manuelle Vermessung von Geometrien aus, kann das Bauteil nachkonstruiert werden. Eine andere Möglichkeit, die vor allem bei komplexeren Geometrien, z. B. mit Freiformflächen, angewendet wird ist die Digitalisierung mittels 3D-Scan und die anschließende Überführung der Punktwolke in ein Volumenmodell.
An Hand dieses CAD-Modells werden mittels der korrekten Materialeigenschaften Simulationen durchgeführt. Mit den Ergebnissen und erneuten Simulationen kann, unter Berücksichtigung der material- und prozessabhängigen Konstruktionsregeln, eine Produktoptimierung erfolgen.
Beim additiven Fertigungsprozess als dritte Phase wird das Modell für das Verfahren aufbereitet, der Druckprozess durchgeführt und das Bauteil abschließend nachbearbeitet.
Die Prozesskette wird schließlich von der Werkstückprüfung abgeschlossen. Dabei kann die Maßhaltigkeit der gefertigten Teile z.B. mittels 3D-Scan überprüft oder das Werkstück hinsichtlich der gewünschten anwendungstechnischen Eigenschaften untersucht werden.
In dem INTERREG Projekt ComPrintMetal3D - Anwendungsbezogener Vergleich verschiedener 3D-Metalldruckverfahren - werden Beispielprodukte aus den Bereichen der Medizintechnik, dem allgemeinen Maschinenbau, der Lebensmitteltechnik sowie dem Sondermaschinenbau mit unterschiedlichen Materialien hergestellt. Weiterhin werden die beiden Druckverfahren FFF und SLM gegenübergestellt und die optimierten Produkte anhand beider Druckverfahren hergestellt und die Qualität der erzielten Ergebnisse überprüft. Das nachfolgende Beispiel zeigt die Optimierung einer Düse zum Befüllen von Bechern mit pastösen Stoffen. Ziel ist das Bauteilgewicht zu verringern und die Oberfläche zwischen dem Produkt und der Düse zu vergrößern, um ein Nachtropfen des Produkts beim Wechsel des zu befüllenden Gefäßes zu vermeiden. Die durchgeführten Entwicklungsschritte werden nachfolgend beschrieben.
Digitalisierung von Produkten durch 3D-Scan
3D-Scanner ermöglichen es, Objekte durch eine berührungslose, optische Vermessung zu digitalisieren. Dabei können 3D-Scanner nach Marxer u. a. [8] abhängig von ihrem Funktionsprinzip oder ihrem Einsatzgebiet eingeteilt werden. Als Funktionsprinzip können die Streifenlichtprojektion oder das Lichtschnittverfahren genannt werden. Streifenlichtprojektoren bestehen aus einem Kameraobjektiv und einem Projektor, der ein zeitmoduliertes Lichtmuster auf das Bauteil projiziert. Zur Erstellung der 3D-Punktwolken wird eine Kombination aus dem Gray-Code-Verfahren und einem Phasenverschiebungsverfahren verwendet [9]. Der Anwender muss für eine komplette Aufnahme eines Objekts, entweder das Objekt drehen oder den Scanner um das Objekt bewegen. Für jede Position erstellt der Scanner eine dreidimensionale Einzelansicht. Dies geschieht so lange, bis die gesamte Oberfläche abgebildet ist.
Für die Darstellung des kompletten Bauteils werden alle erstellten Einzelansichten zu einem kompletten Modell zusammengeführt. Diese Zusammenführung wird auch als „Stitching“-Prozess bezeichnet. Die Genauigkeit des verwendeten Scanners (L3D5M von Zeiss) liegt bei Objekten mit einer reflektierenden Oberfläche bei ca. 20 µm [10]. Mit dieser Methode entsteht eine Punktwolke, die z. B. für den Ersatzteildruck direkt in einem 3D-Druck-fähigen Format ausgegeben werden kann. Alternativ kann die Punktwolke in ein bearbeitbares Volumenmodell rückgeführt werden. An diesem Modell können dann geometrische Veränderungen bzw. Simulationen erfolgen. Bild 2 zeigt die Möglichkeiten der Geometrieerzeugung anhand der beiden Möglichkeiten der Konstruktion (2.1) und des 3D-Scans (2.2). Darauf aufbauend ist exemplarisch einer der durchgeführten Schritte der digitalen Produktoptimierung abgebildet. Da der zur Verfügung stehende Bauraum nicht verändert werden durfte, wurde der gleichbleibende Eintrittsdurchmesser für das Medium in mehrere Kanäle aufgeteilt (2.3). Der Durchmesser dieser Kanäle wurde in dem zur Verfügung stehenden Bauraum vergrößert und dadurch eine vergrößerte Austrittsfläche erreicht (2.4a). Der für die Festigkeitsanforderungen nicht benötigte Raum wurde als Hohlraum ausgeführt. Der Schnitt durch das Modell (2.4b) zeigt die Kanalführung und den Hohlraum. Bei dem gewählten additiven Fertigungsverfahren (SLM) ist es wichtig, Auslassöffnungen für das zu verarbeitende Pulver in der Konstruktion vorzusehen. Beim Post-Processing kann das Pulver durch die Öffnungen entfernt und die Öffnungen im Nachgang verschlossen werden. An dem so konstruierten Modell können weitere Simulationen durchgeführt werden. Bei dem hier gezeigten Beispiel wurden jeweils Strömungssimulationen durchgeführt und Strömungsgeschwindigkeit sowie auftretende Turbulenzen im Projektteam bewertet.
Bei dem Dispenser zur Abfüllung von Lebensmitteln wurden insgesamt fünf Optimierungsschritte durchgeführt. Hierbei war die Aufgabenstellung, die Oberfläche der mediumführenden Kanäle zu vergrößern und das Bauteilgewicht zu verringern.
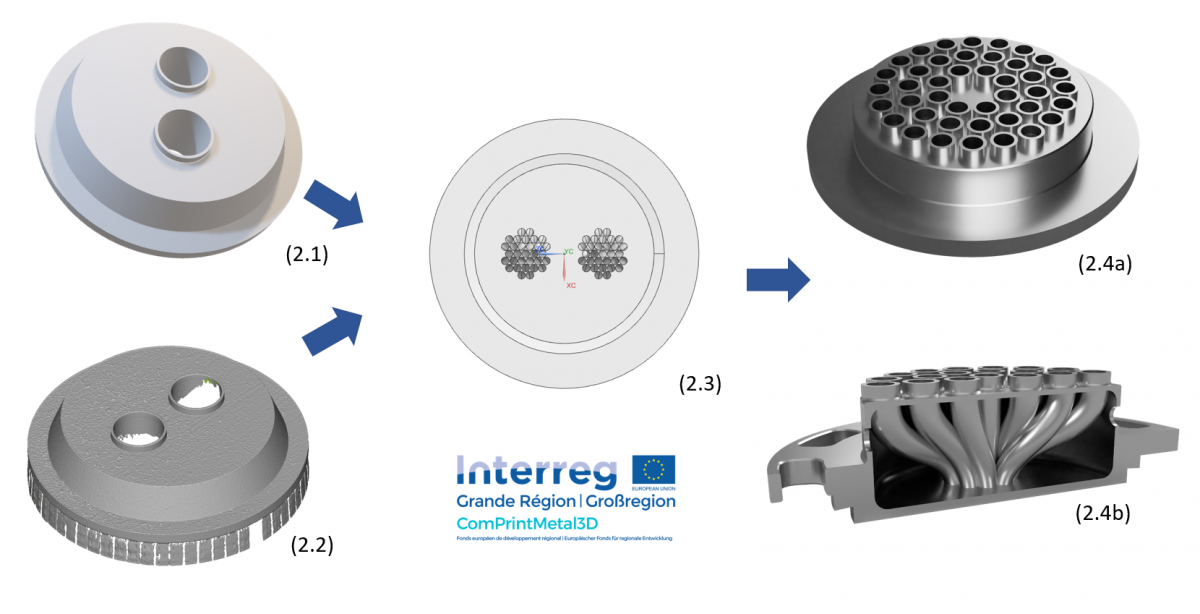
Bild 2: Möglichkeiten der Geometrieerzeugung: Konstruktion (2.1), 3D-Scan (2.2), Oberseite des optimierten Modells (2.3), Unterseite des Modells (2.4a) sowie Schnittdarstellung (2.4b).
Digitales Modell ermöglicht zeitsparende Produktentwicklung
Das erzeugte 3D-Modell kann neben einfachen geometrischen Konstruktionsänderungen als Eingangsmodell für die Produktoptimierung eingesetzt werden. Hierbei werden beispielsweise die Verformungen unter den jeweiligen Belastungen mithilfe der Finiten-Element-Methode berechnet. Hierzu werden die jeweiligen Randbedingungen wie Einspannstellen an der Einbausituation, wirkende Kräfte und Materialkennwerte in dem Modell einbezogen und die Ergebnisse bei unterschiedlichen Anwendungsfällen berechnet. Weiterhin ermöglicht z. B. die Topologieoptimierung Material an den durch die Belastungsfälle nicht beanspruchten Stellen einzusparen, um das Gesamtgewicht des Bauteils zu reduzieren. Eine Strömungssimulation (Bild 3.3) ermöglicht es, Fließgeschwindigkeiten, Druckverluste oder Turbulenzen in Kanälen zu optimieren. Weiterhin kann das Bauteilverhalten nach einer simulierten Anzahl von Lastzyklen vorhergesagt und somit bereits in der Produktentwicklung erste Daten für ein vorbeugende Instandhaltung generiert werden. In Bild 3 sind mögliche Schritte der Produktoptimierung am digitalen Modell dargestellt. Das Ausgangsmodell (3.1) wird zur Reduzierung der Berechnungszeit vereinfacht. Das Beispiel nutzt hierfür die Symmetrierandbedingungen und halbiert das Modell (3.2) um mit einer Strömungssimulation (3.3) das Bauteil zu optimieren. Die dargestellten geschwungenen Kanäle zum Dosieren der Lebensmittel sind nur mithilfe der additiven Fertigung herstellbar. 3.4. zeigt das gedruckte Bauteil.
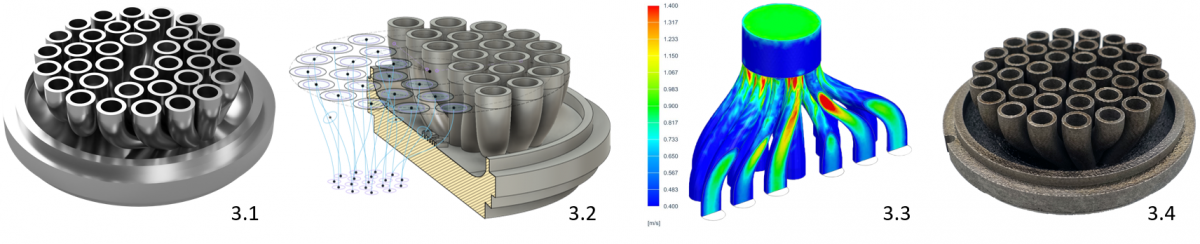
Bild 3: Produktoptimierung mittels eines digitalen Modells: Ausgangsmodell (3.1), vereinfachtes Modell (3.2), Strömungssimulation (3.3), gedrucktes Bauteil (3.4).
Bei den durchgeführten Simulationen ist es immer wichtig, getroffene Annahmen an dem finalen Produkt zu verifizieren. Da der 3D-Druck eine recht neue Technologie ist, müssen ggf. Festigkeitskennwerte oder Oberflächenrauheiten an realen Werkstücken ermittelt werden. Die aus Versuchsdaten ermittelten Erkenntnisse werden in Datenbanken gespeichert und können dann zur Simulation in den digitalen Modellen eingesetzt werden. Der konsequente Einsatz eines digitalen Modells in der Produktentwicklung ermöglichte es die Anzahl der hergestellten Prototypen zu reduzieren. Dadurch wird die Entwicklung neuer Produkte beschleunigt und bereits in der Entwicklungsphase erste Erkenntnisse zum Produktlebenslauf erlangt.
Großes Potenzial im Metall-3D-Druck
Bei den verwendeten additiven Verfahren (SLM, FFF) werden die Modelle mithilfe einer Slicer-Software für den 3D-Druck vorbereitet. Die entsprechenden Fertigungsparameter (z. B. Schichtdicke beim Herstellprozess, Temperaturen der Bauplattform, Scangeschwindigkeit, Laserleistung) sowie die Platzierung im Druckraum sind abhängig vom gewählten Druckprozess einstellbar. Weiterhin sind beim Pre-Processing die maschinentypischen Randbedingungen zu beachten. Beim FFF-Druckprozess besteht beispielsweise die Möglichkeit, durch den Einsatz eines sogenannten Infills, Material im Inneren des Bauteils einzusparen. Ein gedrucktes Bauteil nach dem SLM-Druck muss Öffnungen zum Entfernen des nicht verwendeten Pulvers aufweisen. Bild 4 zeigt das untersuchte Bauteil während des Slicingprocesses.
Mit der Software zum Slicen (4.1) sind hier einzelne Strukturen wie Stützen oder Randschichten in verschiedenen Farben dargestellt. Der Aufbau der einzelnen Zwischenschichten des Bauteils sowie die Verfahrwege können simuliert werden. 4.2. zeigt beispielhaft die innere Wabenstruktur für einen FFF-Druck. In der Slicer Software werden weiterhin der Materialverbrauch sowie die erforderliche Druckzeit ermittelt. Der Druckraum kann mit mehreren Modellen gefüllt und diese gleichzeitig gedruckt werden.
Bild 4.3 zeigt den Auspackprozess nach dem pulverbasierten Druck im SLM-Verfahren (selektives Laserschmelzen). Nach diesem Schritt wird das Bauteil von der Bauplattform getrennt (4.4), die für den Druckprozess erforderliche Stützstruktur entfernt und die Endkontur nachbearbeitet. 4.5. zeigt die endbearbeitete Oberseite des optimierten Dispensers. Der Dispenser wurde aus dem Edelstahl 316L, 1.4404 hergestellt.
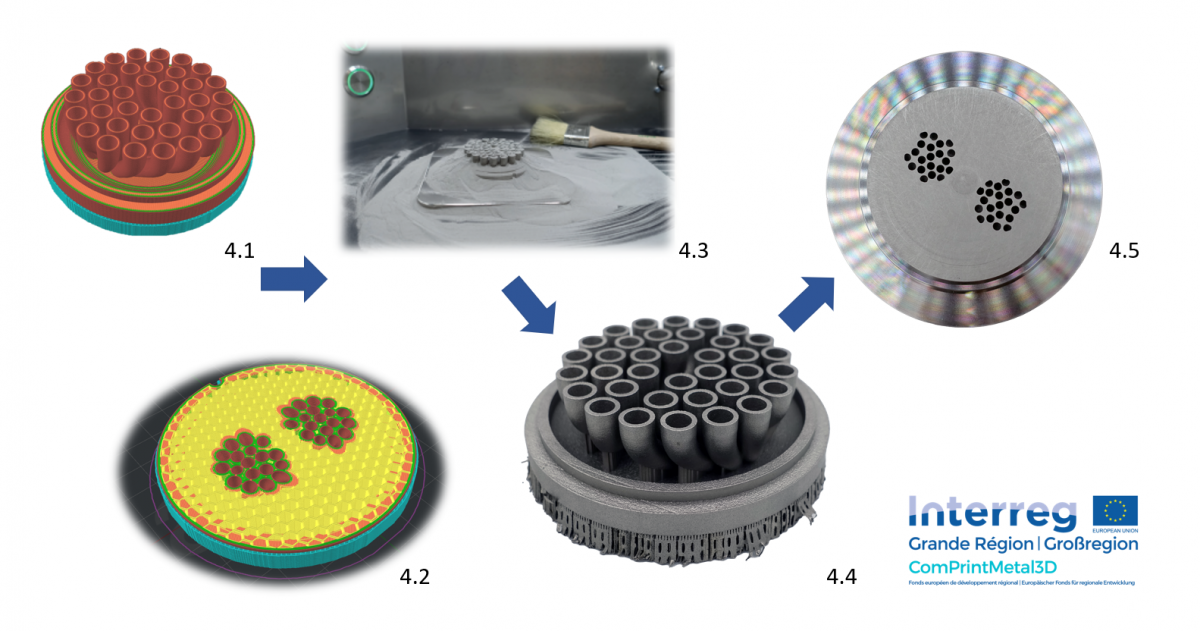
Bild 4: Pre-Processing: Slicen des Bauteils: Gesamtmodell in der Slicer Software (4.1), Wabenstruktur im Inneren des FFF-Bauteils (4.2) sowie Post-treatment: Auspackprozess nach dem SLM-Druck (4.3), Bauteil mit Stützstruktur (4.4) und endbearbeitetes Produkt (4.5).
Das dargestellte Beispiel aus der Lebensmittelbranche zeigt die Anwendungsmöglichkeiten der additiven Fertigung mithilfe des selektiven Laserschmelzens (SLM) unter Nutzung der Produktoptimierung.
Durch die Produktoptimierung wurde das Gewicht des Ausgangsbauteils in mehreren Iterationsschritten von 1.045 Gramm auf 527 Gramm reduziert. Bei der Optimierung konnten die zwei ursprünglich vorhandenen Kanäle in 36 Kanäle überführt und dadurch die Oberfläche zwischen Bauteil und Medium ca. um den Faktor 1,8 erhöht werden.
Das Bauteil wurde erfolgreich additiv innerhalb der geforderten Genauigkeiten hergestellt. Die Überprüfung der Genauigkeit erfolgte mit einem 3D-Scanner. Erste Tests verliefen erfolgreich. Abschließende Tests in der Lebensmittelindustrie sind geplant.
Dieser Beitrag entstand im Rahmen des Projekts „ComprintMetal3D – Anwendungsbezogener Vergleich verschiedener 3D-Metalldruckverfahren“, und wurde im Rahmen von INTERREG V A „Großregion“ 2014-2020 unter Kofinanzierung des Ministeriums für Wirtschaft, Verkehr, Landwirtschaft und Weinbau Rheinland-Pfalz gefördert.
Das Bauteil wurde in Kooperation mit dem Projektpartner MAJU - Maschinenbau Junk GmbH, Tholey optimiert.
Schlüsselwörter:
Additive Fertigung, Produktoptimierung, Simulation, SLM, FFFLiteratur:
[1] te Heesen, H.; Wahl, M.; Messemer, J.; Bremer, M.; Huwer, A.: Heterogene Einsatzfelder der generativen Fertigung. Industrie 4.0 Management 36 (2020) 4, S. 25-29. https://doi.org/10.30844/I40M_20-1_S25-29
[2] BMWi: Industriestrategie 2030 Leitlinien für eine deutsche und europäische Industriepolitik, Bundesministerium für Wirtschaft und Energie (BMWi), 2019, URL: www.bmwk.de/Redaktion/DE/Publikationen/Industrie/industriestrategie-2030..., Abrufdatum 30.05.2022.
[3] Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S. H.: Additive manufacturing: Challenges, trends, and applications. Advances in Mechanical Engineering 11 (2019) 2, https://doi.org/10.1177/1687814018822880.
[4] Scherer, K.; Soerjawinata, W.; Schaefer, S.; Kockler, I.; Ulber, R.; Lakatos, M.; Bröckel, U.; Kampeis, P.; Wahl, M.: Influence of wettability and surface design on the adhesion of terrestrial cyanobacteria to additive manufactured biocarriers., Bioprocess Biosyst. Eng., 2022, DOI 10.1007/s00449-022-02712-0.
[5] Gutiérrez-Moizant, R.; Ramírez-Berasategui, M.; Calvo, J. A. u. a.: Validation and improvement of a bicycle crank arm based in numerical simulation and uncertainty quantification. Sensors (Switzerland); 20. Epub ahead of print 2020. DOI: 10.3390/s20071814.
[6] Hoffmann, L.; Brinkmann, J. ; Huwer, A.; Wahl, M.; te Heesen, H.: Praxisorientierte Konstruktion in der additiven Fertigung: Anwendung der Konstruktionsmethodik am Beispiel eines E-Scooters. In: ZWF Zeitschrift für Wirtschaftlichen Fabrikbetrieb (2022), DOI:10.1515/zwf-2022-1013.
[7] Sculpteo: The State of 3D Printing Report: 2021, ID 1168645.
[8] Keferstein; C. P.; Marxer, M.: Fertigungsmesstechnik. Wiesbaden 2015. ISBN 978-3-658-34167-1
[9] Geng, J.: Structured-light 3D surface imaging: a tutorial. Adv. Opt. Photon. 3, 128-160 (2011). https://doi.org/10.1364/AOP.3.000128.
[10] Bremer, M; Wahl, M.; Slawomir, K.: Einfluss einer zusätzlichen Glasscheibe auf ein optisches 3D-Messsystem. tm - Technisches Messen 87 (2020) 7-8, S. 477-494; DOI: 10.1515/teme-2019-0105.